DFM Design Guidelines
A prominent banner image or graphic that visually represents design for manufacturability (gears, calipers, design sketches, different manufacturing processes like CNC, injection molding, sheet metal).
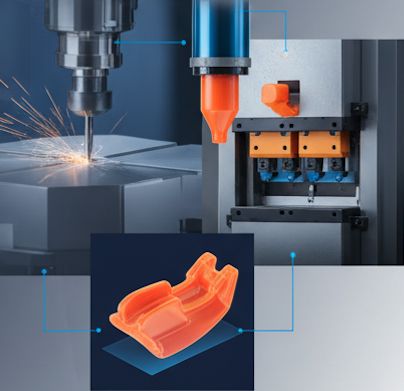
CNC Design Best Practices

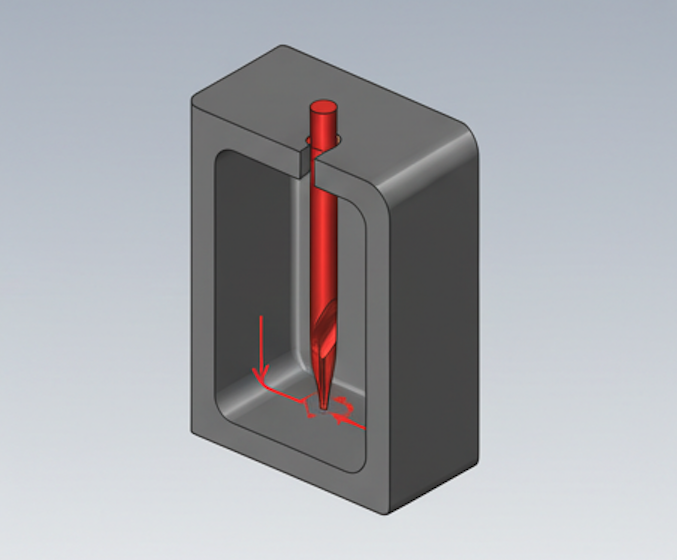
Design Around Tool Access
“Good CNC parts are not just machinable. They are easy to fixture, practical to tool, stable during cutting, and clear to quote. A part may look simple in CAD and still become expensive on the shop floor because of deep pockets, sharp internal corners, thin unsupported walls, or features that force extra setups.”
Bad Design: Poor Tool Access
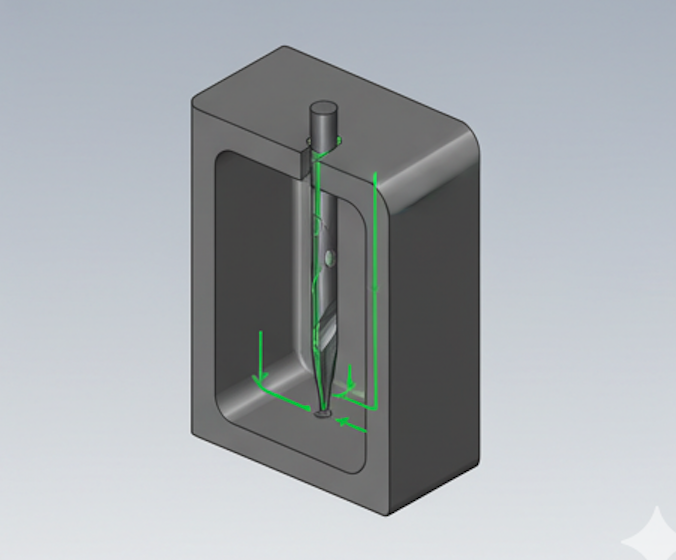
Good Design:Optimized For CNC
Injection Mold Design
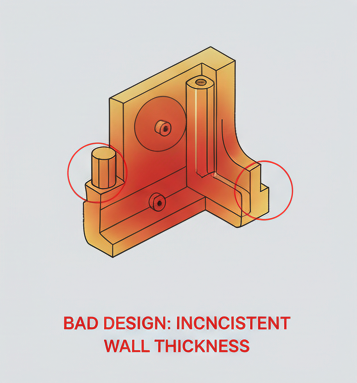
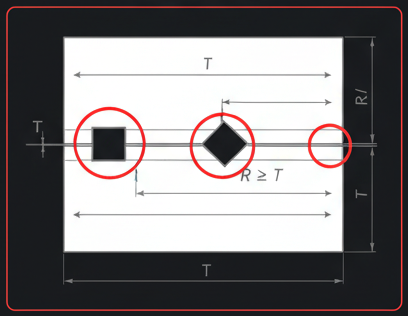
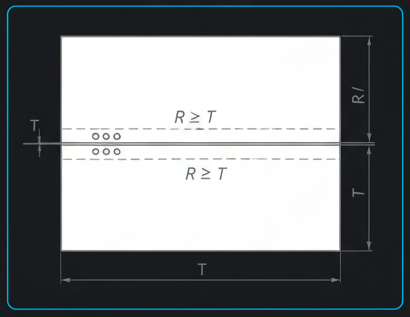
Keep Wall Thickness Consistent
- Explanation of wall thickness impact (flow, cooling, shrinkage).
- Range: 1.2 mm to 3.0 mm, emphasizing uniformity.
- Visual example: Cross-section of a part with consistent vs. inconsistent wall thickness, showing potential sink marks.

Sheet Metal Design
Start With Bending and Flat Pattern Logic
Good DFM does not start when the supplier opens the quote. It starts when the part is still flexible enough to change.At EPOC, our DFM design guidelines are built to help buyers, engineers, and sourcing teams reduce avoidable cost, shorten revision loops, and improve the chance that a part will move from drawing to production without unnecessary rework.
Bad Design
Good Design
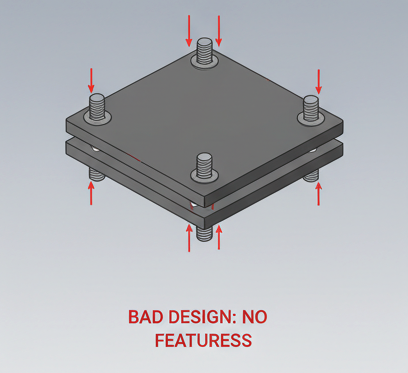
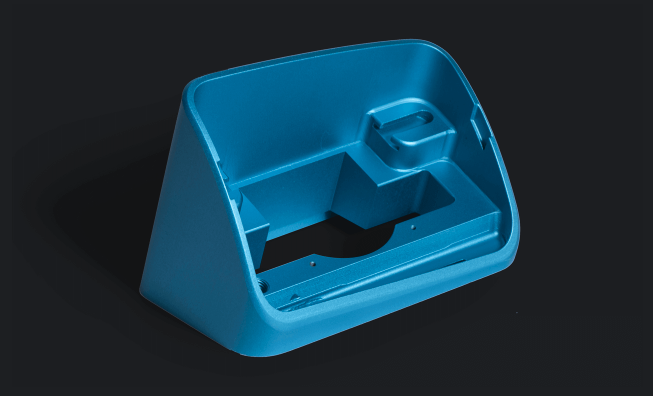
Assembly Design
A part can be machined well, molded cleanly, or bent accurately and still fail at the assembly stage. Most assembly problems come from the same root causes: weak locating logic, stacked tolerances, the wrong joining method, or a closure design that asks one feature to solve too many problems at once. Good design for assembly starts before tooling, not after the first build.
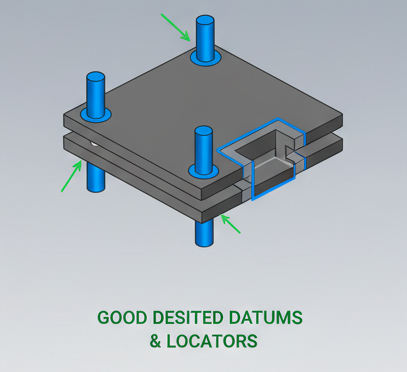
Start With Datum and Locating Features
Bad Design
Good Design
Cost Optimization Strategies
Good cost optimization starts before quoting. In custom manufacturing, price usually rises for the same reasons: geometry takes too long to machine, features force non-standard tooling, tolerances are tighter than the function requires, materials are harder or more expensive than necessary, or the production plan does not match the real quantity. The cost section in the source document is built around removing cost that adds no value.

Failure Prevention Guidelines
Manufacturing failures rarely start at final inspection. Most begin earlier: a corner is too sharp, a wall section cools unevenly, a heat-treated part carries hidden stress, a coating is applied over a fit-critical feature, or a drawing asks the process to hold a dimension it cannot repeat reliably. Failure prevention is strongest when it is built into design review before production.